
Jan 29 2024
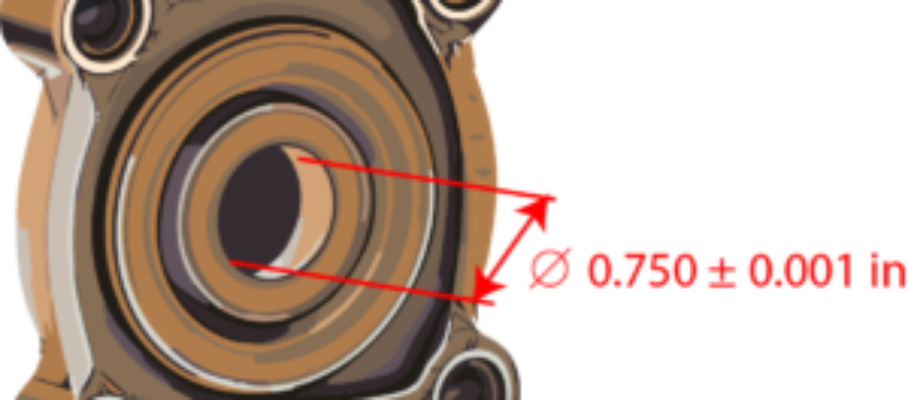
Measurement Errors
Like spouses in murders, errors are always the prime suspect when measurements go awry. As soon Apollo 13 had a problem, a Mission Control engineer exclaimed, “It’s got to be the instrumentation!”
It wasn’t the instrumentation. In general, however, before searching for a root cause in your process, you want to rule out the instrumentation. For that, you need to make sure it always gives you accurate and precise data.


Feb 7 2024
Toyota’s job rotation policy
Kerry Creech became President of Toyota Motor Manufacturing of Kentucky (TMMK) in July 2023. He had joined Toyota as a team member in powertrain quality control in Georgetown, KY in 1990. Toyota’s policy of developing people and promoting from within made this career possible. Kerry Creech got a degree in electrical and electronics engineering in 2010 while a manager at Toyota.
There are many dimensions to Toyota’s Human Resource Management, and I would like to focus this post on the specifics of Job Rotation as a policy that sets Toyota apart from most other manufacturing companies. A blog reader asked about it, so I checked with Tracey Richardson for accurate details, at least for Toyota’s US operations when she was working there.
There are two types of rotations, involving, in different ways, production operators – “team members” in Toyota parlance – and the support staff, starting with first-line managers – known as “group leaders.”
Continue reading…
Share this:
Like this:
By Michel Baudin • Management • 8 • Tags: Job rotation, Toyota, Training