Jan 14 2014
And around and around it goes | Bill Waddell
See on Scoop.it – lean manufacturing
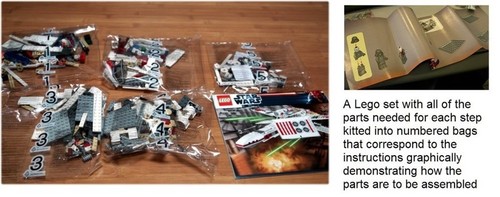
You can do many things with Legos, like our own Leanix™games, and this article shows an example where a team of accountants who were given parts in kits and assembly instructions from Lego performed 40% faster than a team of engineers who were given the parts in single-item bags and only pictures of the finished assemblies.
In drawing far-reaching conclusions from this example, however, Bill is comparing apples and oranges. It was faster to assemble from kits because somebody at Lego had kitted the parts, and the kits were complete and accurate. A fair comparison would require including the time needed for this. Kitting may still win, but not by a 40% landslide.
In a real manufacturing situation, you buy components and materials from specialized suppliers and, if you want kits, you have to put them together before assembly. Whether it is justified or not depends on what you are producing and on the parts you use.
Let us assume you are making custom-configured products on a mixed-flow line, but there is one screw that is used in all configurations. You are better off presenting this screw on the line side in bins than distributing it across kits.
On the other hand, it often makes sense to kit configuration-specific parts off line. It requires less labor overall but, most importantly, the work of kitting is done in parallel with assembly rather than in the final assembly sequence, which can cut in half the start-to-finish assembly time on the line.
Even then, however, you have issues with kitting errors by operators who don’t know the product, kits rendered unusable by a single defective part, and part stealing from kits, which is often done as an immediate remedy to the above.
See on www.idatix.com












Aug 18 2014
Toyota Cutting the Fabled Andon Cord, Symbol of Toyota Way | Automotive News
Source: www.autonews.com
Toyota’s rationale for moving to buttons, according to the article, is the desire to clear the overhead space. Another advantage, not stated in the article, is that the alarm from a button is more location-specific than from a cord.
Another reason to use a cord was that you didn’t have to change it when you rearranged the line, whereas relocating buttons required rewiring. But the wireless button technology has made this a moot point.
See on Scoop.it – lean manufacturing
Share this:
Like this:
By Michel Baudin • Press clippings 1 • Tags: Andon, Andon cord, Assembly line design, Lean assembly, Toyota