
Dec 20 2011
IndustryWeek : So You Want to be a Change Agent — Are You Weird Enough?
Via Scoop.it – lean manufacturing
Thoughts about change agents from Lonnie Wilson: Change agents must be different enough to change the status quo but credible enough to connect and engage those in management and in the workforce who need to change.
Via www.industryweek.com




Dec 20 2011
Trailer Audits of Incoming Shipments
Via Scoop.it – lean manufacturing
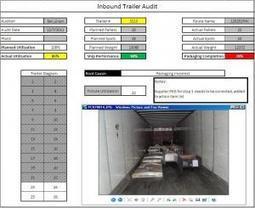
The trailer audit as a tool to detect problems with incoming shipments.
Via www.mfrtech.com
Share this:
Like this:
By Michel Baudin • Press clippings 0 • Tags: Lean, Lean Logistics, Logistics