Mar 16 2013
Windsor Chrysler workers reduce waste to be world class | Windsor Star (blog)
See on Scoop.it – lean manufacturing

See on blogs.windsorstar.com
Mar 16 2013
See on Scoop.it – lean manufacturing
See on blogs.windsorstar.com
Mar 16 2013
See on Scoop.it – lean manufacturing
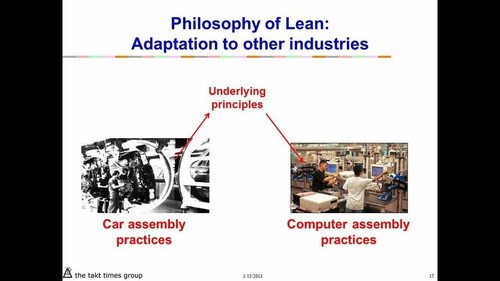
Introduction to Lean Manufacturing by the takt times group’s Michel Baudin
See on www.youtube.com
Mar 14 2013
See on Scoop.it – lean manufacturing
LinkedIn’s Lean groups currently host several discussions about the cultural dimension of change in organizations in general, and Lean implementation in particular. This topic attracts many comments,
See on www.linkedin.com
Mar 14 2013
See on Scoop.it – lean manufacturing
“Sometimes, I can’t believe it – within the past 2 weeks, I was at 2 plants in Switzerland and Germany, that have both tried to introduce Lean for a year and a half, using Point Kaizens in the whole company, and failed mercilessly…”
This is Bodo Wiegand’s monthly newsletter. It is in German. In the past, I have provided complete translations of some of his letters and may do so again if there is popular demand.
In the meantime, if you cannot read German, you can use Google translate to get the gist of what he is saying.
See on wiegandswarte.de
Mar 6 2013
See on Scoop.it – lean manufacturing
Most facilities that fail in a lean implementation have failed to create stable process flow. And by stable I mean statistically stable — a process that is predictable. (Wanna Sabotage Your #Lean Implementation Effort?
The way I read Lonnie’s article, he is saying that neglect of the engineering dimension of Lean manufacturing is the primary cause of implementation failure. I agree. It is a long article, but worth reading.
See on www.industryweek.com

Mar 17 2013
Visitors see ‘lean’ during RUH tour | Star Phoenix
See on Scoop.it – lean manufacturing
 Technology is often touted as the cure for many of our modern afflictions.Funny, then, that a whiteboard in the staff room could make such a difference in how the city’s busiest emergency department runs.”It’s very low-tech,” says Jon Schmid, the registered nurse manager for Royal UniversityHospital’s emergency department. “But the impact it has on our organization is huge.”…
Technology is often touted as the cure for many of our modern afflictions.Funny, then, that a whiteboard in the staff room could make such a difference in how the city’s busiest emergency department runs.”It’s very low-tech,” says Jon Schmid, the registered nurse manager for Royal UniversityHospital’s emergency department. “But the impact it has on our organization is huge.”…
The text of the article is informative, particularly about the use of a white board, but the picture does not show this white board. In fact, it seems unrelated to the article, as if the newspaper just slapped on a stock photo from a hospital.
As it is, however, this photo is a good reason for the quotes around the word “Lean.” It is an encyclopedia of work space design mistakes, with work surfaces at uneven and ergonomically inappropriate heights, causing people to stoop, or even squat to access the refrigerator. Not to mention empty space in the center and chairs.
See on www.thestarphoenix.com
Share this:
Like this:
By Michel Baudin • Press clippings 0 • Tags: Ergonomics, Health care, Lean, Lean Health Care