Feb 8 2012
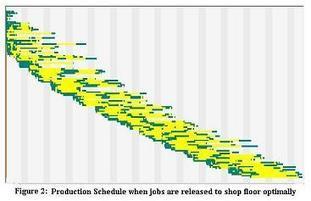
Graphic representation of a Lean schedule
Via Scoop.it – lean manufacturing
A clever graphic tool. According to the author, Prasad Velaga, the schedule was actually generated by finite capacity scheduling logic from a real test dataset that was taken from a job shop.
Via optisol.biz


")

Feb 8 2012
The Original Kanbans
Via Scoop.it – lean manufacturing
The kanban has met many adventureson its way to becoming a popular tool for the limitation of tasks, projects and works in process. As superhero origin stories go, kanban has an interesting one. As long ago as 8th century Japan, guidelines were set down for the forms and functions of kanban as corporate logos and shop signs. Just as the study of the use and evolution of forms of kanban as an improvement tool is illustrative as to the development of management various industries from manufacturing to software development, an examination of kanban as Japanese shop signs is instructive of the historical and cultural changes that took place.
Read more: Lean Manufacturing Blog, Kaizen Articles and Advice | Gemba Panta Rei
Via www.gembapantarei.com
Share this:
Like this:
By Michel Baudin • History 1 • Tags: Kanban