
Mar 31 2023
Using videos to improve operations | Part 9 – Updates
It’s been 110 years since Frank Gilbreth first used film cameras to improve processes, 36 years since Kei Abe taught me how to do it with VHS, and six years since my last post about videos. Yet the number of manufacturing companies leveraging this tool remains minuscule. The technical hurdles are long gone, but the human ones are still in place. Managers must make it a priority to make the work easier for operators, and operators need to trust management not to use videos against them. My 2nd post on this subject was about management preparation. It’s doable, if not easy.
This post focuses on the easy part: technical issues. This is not to ignore the hard stuff but to address a few recent challenges. Smartphone cameras, by default, now generate high-definition video files so large that they impede analysis. It is, therefore, a good idea to work with lower resolutions. The software to help with time studies based on video has evolved too, and I am including introductions to a few currently available packages. Readers are invited to share their experiences with these or other tools.

Sep 3 2024
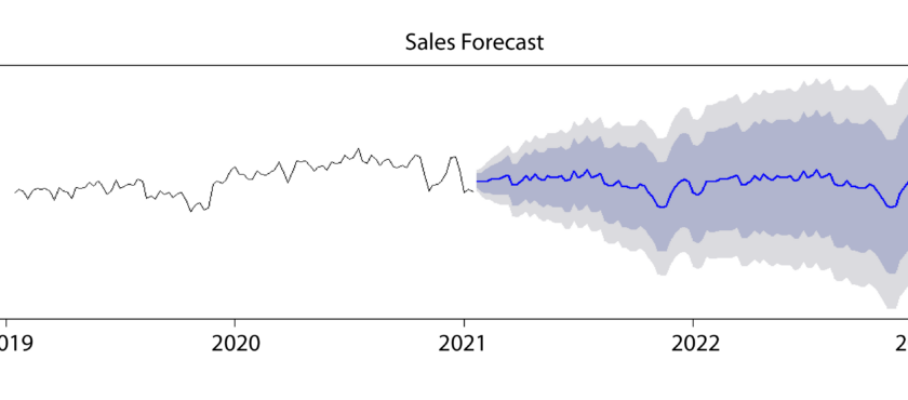
Using Regression to Improve Quality | Part I – What for?
In quality, regression serves to identify substitutes for true characteristics that are hard to observe and to find the root causes of technically challenging process problems. It is a major topic in data science, but oddly, the most extensive coverage I could find in the literature on quality is in Shewhart’s first book, from 1931! Later books, including Shewhart’s second, discuss it briefly or not at all. The ASQC, forerunner of the ASQ, published an 80-page guide on how to use regression analysis in quality control in 1985, but has not updated it since.
Regression analysis has been around for almost 140 years and has grown massively in scope, capabilities, and dataset size. Perhaps, it is time for professionals involved with quality to take another look at it.
Continue reading…
Share this:
Like this:
By Michel Baudin • Data science, Tools • 1 • Tags: Quality, regression, Statistical Process Control