Dec 20 2011
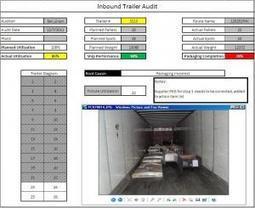
Trailer Audits of Incoming Shipments
Via Scoop.it – lean manufacturing
The trailer audit as a tool to detect problems with incoming shipments.
Via www.mfrtech.com
Dec 20 2011
Via Scoop.it – lean manufacturing
The trailer audit as a tool to detect problems with incoming shipments.
Via www.mfrtech.com

Dec 20 2011
Via Scoop.it – lean manufacturing
Thoughts about change agents from Lonnie Wilson: Change agents must be different enough to change the status quo but credible enough to connect and engage those in management and in the workforce who need to change.
Via www.industryweek.com
Dec 19 2011
Via Scoop.it – lean manufacturing
Quality Circles were a short-lived fad in the US in the early 1980s. But they still exist in Japan, and thrive in India, where SteelGuru reports that 988 teams and 6200 delegates just participated in their 25th national conference in Hyderabad, India.
Via www.steelguru.com
Dec 16 2011
Via Scoop.it – lean manufacturing
This article takes a critical look at the debate between lean manufacturing and MRP software advocates, and how to find middle ground.
Via blog.softwareadvice.com

Dec 16 2011
Discussions of Lean often contain statements like the following:
In a lean manufacturing environment, waste is defined as spending resources on any activity that does not add value to the end customer.
While such statements sound deep in casual conversation, they are impractical. First, not having access to end customers, most employees are left to guess what they might value, and second, much of the work of manufacturing is unintelligible to end customers, like revision control on engineering changes. Everyone recognizes the existence of such activities, but the above definition of waste leads to calling them “non-value added but necessary” or, even worse, “necessary waste.”
Having to resort to such convoluted oxymorons is a clear sign that there is something amiss in the definition. The English literature on Lean uses “waste” as translation of the Japanese “muda,” which just means unnecessary. If an activity is muda, you are better off not doing it. Overproduction is muda because you don’t need it, and so are excess inventory, overprocessing, etc.
More formally, if you eliminate muda, your performance does not degrade in any way. It also means that muda is what keeps your operations from being Pareto-efficient, because, if you didn’t have any muda, there would be no way to improve any aspect of your performance without making others worse.
The bottom line is that there are only two kinds of activities in manufacturing: those you need to do and those you don’t. And you can tell them apart without asking an end customer, by using, for example, Ohno’s famous list of 7 categories.
In what you need to do, you pursue effectiveness and efficiency; for what you don’t, elimination. It is a simple idea. It gets complicated enough when we work out its practical consequences. But we don’t need to make it unnecessarily complicated.


Dec 21 2011
Bridgestone Holds Its Second Bridgestone Global TQM Conference
Via Scoop.it – lean manufacturing
Bridgestone, the company that gave us Hoshin Planning, has a philosophy called “The Bridgestone Essence” and involves employees in improvement as part of TQM.
Via www.4-traders.com
Share this:
Like this:
By Michel Baudin • Press clippings 0 • Tags: Kaizen, Quality, TQM