Mar 16 2013
Introduction to Lean – 2013 Michel Baudin
See on Scoop.it – lean manufacturing
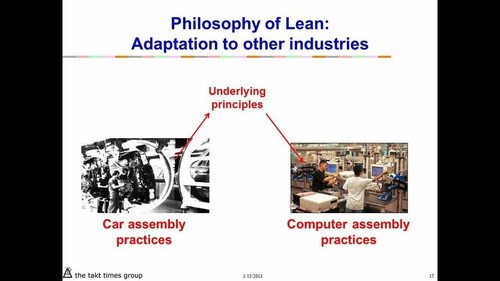
Introduction to Lean Manufacturing by the takt times group’s Michel Baudin
See on www.youtube.com
Mar 16 2013
See on Scoop.it – lean manufacturing
Introduction to Lean Manufacturing by the takt times group’s Michel Baudin
See on www.youtube.com
Mar 14 2013
See on Scoop.it – lean manufacturing
LinkedIn’s Lean groups currently host several discussions about the cultural dimension of change in organizations in general, and Lean implementation in particular. This topic attracts many comments,
See on www.linkedin.com
Mar 14 2013
See on Scoop.it – lean manufacturing
“Sometimes, I can’t believe it – within the past 2 weeks, I was at 2 plants in Switzerland and Germany, that have both tried to introduce Lean for a year and a half, using Point Kaizens in the whole company, and failed mercilessly…”
This is Bodo Wiegand’s monthly newsletter. It is in German. In the past, I have provided complete translations of some of his letters and may do so again if there is popular demand.
In the meantime, if you cannot read German, you can use Google translate to get the gist of what he is saying.
See on wiegandswarte.de
Mar 13 2013
See on Scoop.it – lean manufacturing
Effective visual communications help reduce energy consumption, increase productivity and further the sustainable manufacturing goals of companies around the world, Jack Rubinger explains how…
No, it’s not a novel by Jane Austen but an article in a British ezine on Manufacturing.
The article’s author works for a signage company but, this being said, his points on the value of clear, accurate, and regularly updated signage are well taken.
See on www.manufacturingdigital.com
Mar 12 2013
The following question came this morning from Diogo Cardoso:
What is baton-touch in terms of product oriented manufacturing systems? I have made a deep research about this on Science Direct and other resources but I can find nothing more than an inconclusive paragraph.
Your researched the wrong sources. You could have found your answer in Working with Machines, pp. 140-142. Baton-touch is one of three approaches used to design operator jobs in cells, the other two being the caravan/rabbit-chase and bucket-brigades. The key differences are as follows:





Mar 16 2013
Windsor Chrysler workers reduce waste to be world class | Windsor Star (blog)
See on Scoop.it – lean manufacturing
 World Class Manufacturing, Fiat’s version of lean manufacturing, would become Chrysler’s way of doing business.
World Class Manufacturing, Fiat’s version of lean manufacturing, would become Chrysler’s way of doing business.
See on blogs.windsorstar.com
Share this:
Like this:
By Michel Baudin • Blog clippings, Press clippings 0 • Tags: Lean, Lean manufacturing, WCM