Sep 21 2012
Deming’s Point 5 of 14 – Improve Constantly and Forever the System of Production and Service
Deming’s complete statement of Point 5 is as follows:
“Improve constantly and forever the system of production and service, to improve quality and productivity, and thus constantly decrease costs.”
At first sight, this point sounds exactly like the first one, which is about constantly improving products and services. What is the difference? Point 1 was about output; Point 5, about internal processes and systems. It says that improvement is an activity that must always be part of the life of any business organization. On this, Deming is on the same wavelength as Imai in Kaizen, which was published almost at the same time as Out of the Crisis.
“Constantly and forever” means that improvement in a plant starts on its opening day and ends only if it closes. Point 5 assumes that improvement is always possible, and should always be pursued. Imai had quoted a Japanese executive saying that he had found a US plant unchanged on his second visit after 30 years. Looking for examples of what this visitor might have seen, I found the following two pictures of coke ovens at the Ford River Rouge plant:

Figure 1. Identical operation 30 years apart
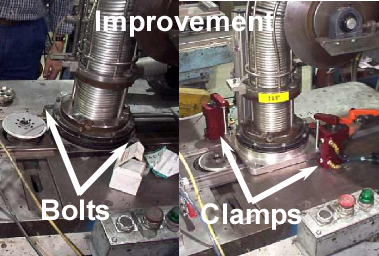
By contrast, a factory that practices improvement looks slightly different if you revisit it after six months and is unrecognizable after two years.
But the idea that you need to constantly improve a factory contradicts the conventional wisdom that it produces diminishing returns. One area of human endeavor where we might expect such diminishing returns is the 100m race, with athletes training ever harder to nibble ever smaller improvements in their times. It is what common sense tells us, but not what the data tells us. Figure 2 plots the world records in 100m racing from 1900 to 2010.

Figure 2. World records in 100m racing from 1900 to 2010
The linear trend is for the record to drop by an average 0.01 sec/year for 110 years, with no sign of a slowdown in improvement. Still, in manufacturing quality, you could claim that there are diminishing returns when the same amount of effort takes you for 30% to 3% defective, then from 3% to 0.3%, and then from 0.3% to 15ppm. In a competitive environment, however, the consequences of making or not making these improvements do not diminish. If you don’t make them, somebody else will and use them to take markets away from you.
In the 50s and 60s, some American appliance makers were not only failing to improve quality but were deliberately degrading it. Even though I had read reports of this, I still thought it so egregious that I didn’t believe it, until, in the 1980s, I met an engineer who had been personally involved. He had been part of a “reliability” department charged with redesigning products to fail as soon as possible after the warranty expired. This was a version of planned obsolescence that opened the door to competitors. Planned obsolescence still exists, but it is now about making customers want to buy a new product because it has new and better features, not because the old one broke down.
Deming does not mention the training value of improvement work. Improving the production system may become ever more challenging, but the work force that has taken it this far has learned lessons and grown skills that enable it to take on the next challenge. The problems may be harder, but the problem-solvers are stronger.
In his comments, Deming does not limit the size of the improvement actions. His recommendation isn’t just about what we now call continuous improvement or Kaizen. It is not just about small changes made to work methods by those who do the work. It can also be large-scale, radical changes. On the other hand, the only target of improvement he seems to have in mind is quality. As he describes it, if quality improve, so does productivity, because you eliminate the friction in the process caused by defects. Bringing processes under statistical control is front and center.
Lean Manufacturing goes much further. First, you cannot have flow lines with processes that are not under statistical control, and, if you have such processes, not much else matters besides bringing them under control. But there are many plants, in mature industries, where it is no longer an issue, and machines, right out of the box, can hold tighter tolerances than required. In this case, Deming’s logic is turned on its head, and it is quality improvement that becomes a by-product of work on productivity.
For example, when you convert a batch production line to a one-piece-flow cell, the immediate effect is that you may see is that double productivity while reducing cycle time and WIP by 90%. Then, as you start operating the cell, you notice that it produces three times fewer defectives per shift than the old line did, essentially because, instead of burying defects in WIP, you detect them immediately. A part coming out of an operation is immediately loaded into the next one, which brings to light any defect it may have. This is a scenario that I have observed many times, but it is not part of Deming’s world view.
Today, you would never hear a manager openly oppose Deming on this. It has become part of the standard talking points but, if you listen closely, you hear different messages that contradict it, such as: “We’ve optimized production, and our big opportunity is now in the supply chain.” If you want to follow Deming’s advice, you should ban the word “optimal” from your vocabulary, because, by definition, if anything you do it optimized, you can no longer improve it. The completion of one improvement action sets the stage for the next one, forever; optimization, on the other hand, leads to a full stop. When you see the shop floor after hearing such a statement, you see plenty of opportunities that have been left on the table and are not being pursued.
There are still very few companies that genuinely pursue improvement “constantly and forever” at all levels of the organization, through all means available, including individual suggestions, circle activities, Kaizen events, and large-scale innovation projects. We usually consider them showcases of Lean.
September 23, 2012 @ 7:51 am
Dear Michel, Always such a pleasure to read your insight.
“Optimal”/Optimum” I feel, is a state achieved by a system as a result of meeting certain combination of conditions. In other-words, if the conditions change so does the optimal point. For e.g. RM Inventory, we say that it is function of Lead time and rate of consumption. Hence, for a given lead time and average rate of consumption, we can derive at an optimum inventory level. However, it would be against basic tenets of TPS/Lean that any improvement efforts stop at that. The Lead times can forever be improved, and so does the “Optimal” inventory point should shift ever further.
Why I say this is because when we profess a Kanban system to our clients, many wish that Inventory should be reduced to minimum. We have to go miles to convince them that inventory required for a Kanban system is necessary to cover their supply chain lead time and rate of consumption and will be optimum and not minimum. Once we freeze such inventory, the whole focus is then to reduce lead times…. Hence i find some merit in using the word “Optimum”, it at-least parks the company’s mindset at the “necessary” aspect of inventory.
Regards,
Abhijit Deshpande
A good review of Deming’s teachings
June 16, 2013 @ 2:30 am
[…] Improve Constantly and Forever the system of Production and Service […]
Ford and Mass Production | Michel Baudin's Blog
February 14, 2014 @ 10:14 am
[…] leadership that emerged in the 1950s no longer focussed on improving production. In my review of Deming's Point 5 of 14 on that topic, I had included the following pictures of the same operation performed the same way […]
Forthcoming book: The Deming Legacy | Michel Baudin's Blog
March 14, 2014 @ 3:25 pm
[…] Improve constantly and forever the system of production and service. […]
A good review of Deming's teachings - QualityInspection.org
August 29, 2015 @ 3:25 pm
[…] Improve Constantly and Forever the system of Production and Service […]