Aug 15 2017
Using videos to improve operations | Part 8 – Video Repositories
The seven articles I posted four years ago on the art of using videos to improve operations included no pointers on what to do with the videos once you have them. This concern may seem premature in a manufacturing world where video recordings of operations are still rare, process instructions are in dusty binders and obsolete, customization specs come in the form of all-uppercase text from a 30-year old dot matrix printer with a worn-out ribbon, engineering project records reside in individual employees’ laptops, and management expects IT issues to be resolved by implementing a new, all-in-one ERP system.
In everyday life, on the other hand, videos are already in common use to explain how to pry loose a stuck garbage disposal, remove a door lock, change a special bulb in car headlight, or neatly cut a mango into cubes. You just describe your problem in a Youtube search, and up come videos usually shot and narrated by handy amateurs, and sometimes pros. It is particularly useful for tasks involving motion with key points that are difficult to explain with words or still images. The manufacturing world will eventually catch up.

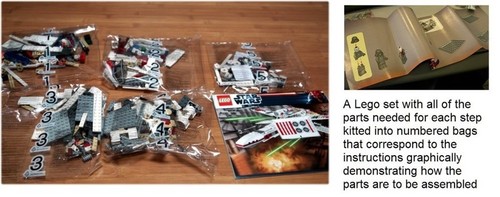 “Not long ago I conducted an exercise with a client in which two teams of three people assembled a Lego product. One team of three folks from accounting was given the 500 or so pieces the way Lego presents them – kitted in bags of parts that align with the largely graphic instructions. Basically, all of the parts needed to make sub-assembly
“Not long ago I conducted an exercise with a client in which two teams of three people assembled a Lego product. One team of three folks from accounting was given the 500 or so pieces the way Lego presents them – kitted in bags of parts that align with the largely graphic instructions. Basically, all of the parts needed to make sub-assembly






Oct 12 2018
For Lean Production to Work, a Company Needs to Be All In | Ellen Rosen | The New York Times
“For a company in Chesterfield, Mo., it involved something as seemingly simple as attaching a trash can to an employee’s chair. For one in St. Louis, it meant leaving the cover off an electronic temperature controller. For others it’s meant gathering employees from the chief executive on down for what’s known as Kaizen events — based on the Japanese word for continuing improvement. What do these seemingly unconnected efforts have in common? They are approaches to what is known as lean manufacturing — or, more recently, lean production — aimed at streamlining production processes, enhancing employee engagement and increasing profits.”
Source: The New York Times(10/11/2018)
Michel Baudin‘s comments: Thanks to Kevin Hop for drawing my attention to this article. Like him, I do read The New York Times regularly and usually appreciate the quality of its reporting. This article, however, does not measure up. It reflects the conventional wisdom on Lean manufacturing which, if anything, explains why so many implementations fail.
Continue reading…
Share this:
Like this:
By Michel Baudin • Press clippings • 1 • Tags: Cellular manufacturing, industrial engineering, Lean, Manufacturing engineering, process engineering, Production Engineering, Toyota, TPS