Dec 1 2022
About Digital Twins
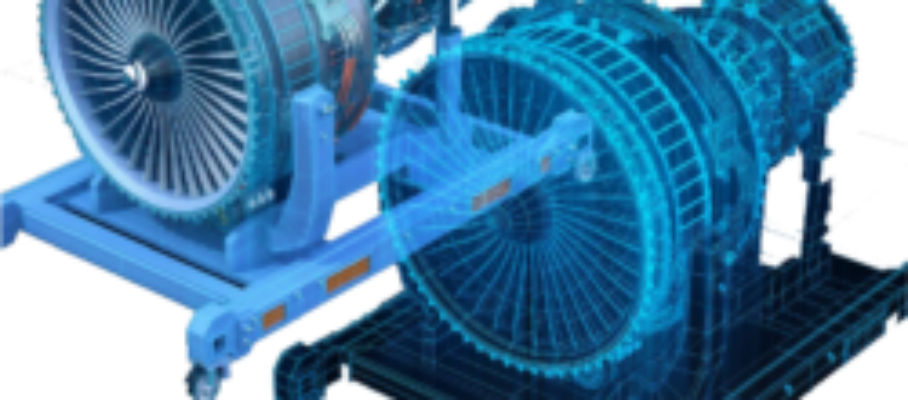
Some hosts showed digital twins during the Van of Nerds tour de France last September, but none mentioned the cyber-physical systems touted as a key component in Industry 4.0. Furthermore, we also found that the meaning of digital twin had drifted away from detailed simulations of physics and chemistry as part of a cyber-physical system for process control.
Instead, a digital twin is now an animation of part movements and machine status in a line for production control. This has effectively disabled discussions of digital twins in the context of cyber-physical systems, which matters in stabilizing and establishing capability for high-technology processes like additive manufacturing.



Dec 4 2022
IT, OT, and Kaizen
The software and hardware systems used in manufacturing fall under Information Technology (IT) if they only interact with humans, and Operational Technology (OT) if they also interact with machines and facilities. Industry 4.0 is mostly OT, but manufacturing has traditionally focused more on IT.
IT produces reports on delivery performance; OT issues alarms when a gas pipe springs a leak. The distinction is sharp between extreme cases but blurry where the two meet. In principle, all the systems should form a functional stack, with each layer activating and exchanging data with the layer below. The top layer supports management decisions, and the bottom layer interacts with operators and machines. In reality, it does not often work as it should. The key to making it work is continuous improvement/Kaizen, with technology retrofits, rather than a radical “digital transformation.”
Continue reading…
Contents
Share this:
Like this:
By Michel Baudin • Van of Nerds • 1 • Tags: IT, Legacy Systems, Manufacturing, OT, Retrofit